အရည်အသွေးမြင့် DIN353 HSS စက်ပုတ်




အင်္ဂါရပ်များ
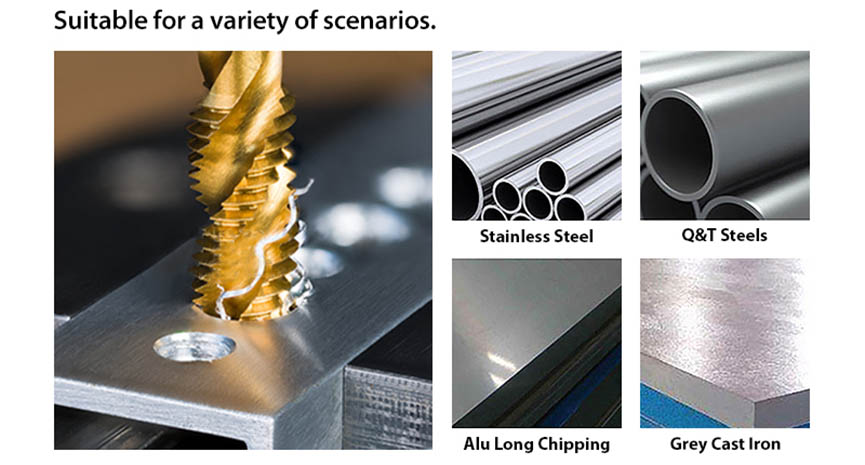
၁။ ပစ္စည်း- DIN352 စက်ခေါင်းများကို ၎င်း၏ မာကျောမှုနှင့် ပွတ်တိုက်မှုဒဏ်ခံနိုင်သော ဂုဏ်သတ္တိများကြောင့် လူသိများသော မြန်နှုန်းမြင့်သံမဏိ (HSS) ဖြင့် ပြုလုပ်ထားသည်။ ၎င်းသည် ထိရောက်စွာ ဖြတ်တောက်နိုင်ပြီး ကိရိယာသက်တမ်းကို တိုးချဲ့နိုင်သည်။
၂။ ချည်မျှင်ပရိုဖိုင်များ- DIN352 መስተስተርများကို ချည်မျှင်အသုံးချမှုအမျိုးမျိုးနှင့် ကိုက်ညီစေရန် ချည်မျှင်ပရိုဖိုင်အမျိုးမျိုးဖြင့် ရရှိနိုင်ပါသည်။ အသုံးများသော ချည်မျှင်ပရိုဖိုင်များတွင် မက်ထရစ် (M)၊ ဝှစ်ဝါ့သ် (BSW)၊ ယူနီဖီးဒီး (UNC/UNF) နှင့် ပိုက်ချည်မျှင် (BSP/NPT) တို့ ပါဝင်သည်။
၃။ ချည်မျှင်အရွယ်အစားနှင့် အပေါက်- DIN352 စက်ခေါင်းများကို ချည်မျှင်အရွယ်အစားနှင့် အပေါက်အမျိုးမျိုးဖြင့် ရရှိနိုင်ပါသည်။ ၎င်းတို့ကို ပစ္စည်းအမျိုးမျိုးကို ချည်မျှင်ထိုးရာတွင် အသုံးပြုနိုင်ပြီး ကြမ်းတမ်းသောနှင့် သေးငယ်သော ချည်မျှင်အပေါက်များကို ကိုင်တွယ်နိုင်သည်။
၄။ ညာလက်နှင့် ဘယ်လက်ဖြတ်တောက်မှုများ- DIN352 መስፈርትများကို ညာလက်နှင့် ဘယ်လက်ဖြတ်တောက်မှုပုံစံနှစ်မျိုးလုံးဖြင့် ရရှိနိုင်ပါသည်။ ညာလက်መስፈርትများကို ညာလက်ချည်မျှင်များဖန်တီးရန်အတွက် အသုံးပြုပြီး ဘယ်လက်መስፈርትများကို ဘယ်ဘက်ချည်မျှင်များဖန်တီးရန်အတွက် အသုံးပြုသည်။
၅။ Taper၊ အလယ်အလတ် သို့မဟုတ် အောက်ခြေထိ ကြိတ်စက်များ- DIN352 ကြိတ်စက်များကို ပုံစံသုံးမျိုးဖြင့် ရရှိနိုင်ပါသည် - taper၊ intermediate နှင့် အောက်ခြေထိ ကြိတ်စက်များဖြစ်သည်။ Taper ကြိတ်စက်များတွင် တဖြည်းဖြည်းချင်း စတင်သည့် taper ရှိပြီး ချည်စတင်ရန်အတွက် အသုံးများသည်။ အလယ်အလတ်ကြိတ်စက်များတွင် အလယ်အလတ် taper ရှိပြီး ယေဘုယျချည်ထိုးခြင်း အသုံးချမှုများအတွက် အသုံးပြုသည်။ Bottoming ကြိတ်စက်များတွင် အလွန်သေးငယ်သော taper ရှိသည် သို့မဟုတ် ဖြောင့်တန်းပြီး အပေါက်၏အောက်ခြေအနီးတွင် ချည်ထိုးရန် သို့မဟုတ် မျက်ကွယ်အပေါက်တစ်လျှောက် ချည်များကို ဖြတ်တောက်ရန် အသုံးပြုသည်။
၆။ ချွန်ထက်သော သို့မဟုတ် ခဲထည့်သွင်းသည့် ဒီဇိုင်း- ပိုက်ခေါင်းများတွင် ချည်မျှင်ချည်ခြင်းလုပ်ငန်းစဉ်စတင်ခြင်းကို လွယ်ကူချောမွေ့စေရန်နှင့် ပိုက်ခေါင်းကို အပေါက်ထဲသို့ ချောမွေ့စွာ လမ်းညွှန်ပေးနိုင်ရန် အရှေ့ဘက်တွင် ချွန်ထက်သော သို့မဟုတ် ခဲထည့်သွင်းသည့် အပေါက်တစ်ခု ရှိနိုင်သည်။ ချွန်ထက်သော ဒီဇိုင်းသည် ဖြတ်တောက်ခြင်းလုပ်ငန်းစဉ်အတွင်း ချစ်ပ်များ ထွက်ခွာသွားစေရန်လည်း ကူညီပေးသည်။
၇။ ကြံ့ခိုင်မှု- DIN352 HSS စက်ခေါင်းများကို စဉ်ဆက်မပြတ်အသုံးပြုမှု၏ ပြင်းထန်မှုကို ခံနိုင်ရည်ရှိစေရန် ဒီဇိုင်းထုတ်ထားသည်။ ပစ္စည်းနှင့် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်သည် ၎င်းတို့တွင် ကောင်းမွန်သော ကြံ့ခိုင်မှုရှိစေပြီး အစားထိုးရန်မလိုအပ်မီ အသုံးပြုမှုများစွာကို ခွင့်ပြုပေးသည်။
၈။ စံသတ်မှတ်ထားသော ဒီဇိုင်း- DIN352 စံနှုန်းသည် ဤစက်ခေါင်းများ၏ အတိုင်းအတာ၊ သည်းခံနိုင်စွမ်းနှင့် ဂျီသြမေတြီများကို စံသတ်မှတ်ထားကြောင်း သေချာစေသည်။ ၎င်းသည် မတူညီသော ထုတ်လုပ်သူများမှ ခေါင်းများအကြား အပြန်အလှန်လဲလှယ်နိုင်စေပြီး တသမတ်တည်းနှင့် ယုံကြည်စိတ်ချရသော ချည်မျှင်ချည်မျှင်ရလဒ်များကို ပေးစွမ်းသည်။
hss စက် ပုတ်တံ
စက်ရုံ

သတ်မှတ်ချက်များ
| ပစ္စည်းများ | သတ်မှတ်ချက် | စံ |
| TAPS | ဖြောင့်တန်းသော လက်ကိုင်ပုဝါများ | ISO |
| DIN352 | ||
| DIN351 BSW/UNC/UNF | ||
| DIN2181 | ||
| ဖြောင့်တန်းသော ሹራዊစက် ሹራዊများ | DIN371/M | |
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| DIN2181/UNC/UNF | ||
| DIN2181/BSW | ||
| DIN2183/UNC/UNF | ||
| DIN2183/BSW | ||
| ခရုပတ်ပုံ ሽባራዊትများ | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| ခရုပတ်ချွန်သော ဘုံးခေါင်းများ | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| လိပ်ခေါင်း/ပုံသွင်းခေါင်း | ||
| ပိုက်ချည်ပိုက်များ | G/NPT/NPS/PT | |
| DIN5157 | ||
| DIN5156 | ||
| DIN353 | ||
| နတ်တံများ | DIN357 | |
| ပေါင်းစပ်ထားသော တူးစက်နှင့် መስፈርት | ||
| መስፈሳይትနှင့် ဒိုင်းအစုံ |
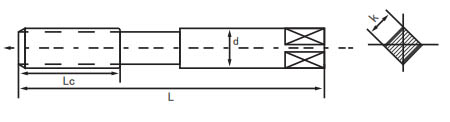
| အရွယ်အစား | L | Lc | d | k | အောက်ပေါက် | |||||
| M၂*၀.၄ | ၄၀.၀၀ | ၁၂.၀၀ | ၃.၀၀ | ၂.၅၀ | ၁.၆၀ | |||||
| M၂.၅*၀.၄၅ | ၄၄.၀၀ | ၁၄.၀၀ | ၃.၀၀ | ၂.၅၀ | ၂.၁၀ | |||||
| M3*0.5 | ၄၆.၀၀ | ၁၁.၀၀ | ၄.၀၀ | ၃.၂၀ | ၂.၅၀ | |||||
| M၄*၀.၇ | ၅၂.၀၀ | ၁၃.၀၀ | ၅.၀၀ | ၄.၀၀ | ၃.၃၀ | |||||
| M၅*၀.၈ | ၆၀.၀၀ | ၁၆.၀၀ | ၅.၅၀ | ၄.၅၀ | ၄.၂၀ | |||||
| M6*1.0 | ၆၂.၀၀ | ၁၉.၀၀ | ၆.၀၀ | ၄.၅၀ | ၅.၀၀ | |||||
| M8*1.25 | ၇၀.၀၀ | ၂၂.၀၀ | ၆.၂၀ | ၅.၀၀ | ၆.၈၀ | |||||
| M10*1.5 | ၇၅.၀၀ | ၂၄.၀၀ | ၇.၀၀ | ၅.၅၀ | ၈.၅၀ | |||||
| M12*1.75 | ၈၂.၀၀ | ၂၉.၀၀ | ၈.၅၀ | ၆.၅၀ | ၁၀.၃၀ | |||||





